2018.04.14
不良低減活動 エアー (ガス溜まり)
ゴム成形の中で多い成型トラブルの一つが、エアー(ガス溜まり)があります。
大体のエアーの不具合であれば、ゴムを金型へ射出後に型締め圧力を2~3回に分け抜く(バンピング)でキャビティ内に溜まっているエアーを抜く事が可能ですが、製品形状(金型形状)に因ってはバンピングだけではエアーを抜く事が困難な場合もあります。
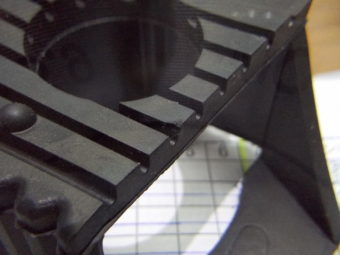
社内事例
製品形状として複雑で有りガス溜まりの発生する部分が下型になり型構造状バンピングの効果が出にくいという問題が有りました。
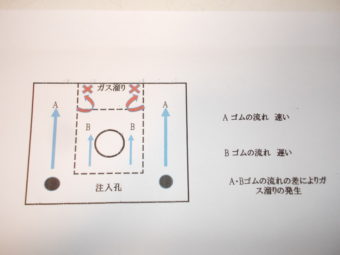
そこで、加硫条件を確認してくうちに金型キャビティ内のゴムの流れるスピード(圧力)に差が出てしまい乱流が起きガス溜まりが発生していました。
射出スピードでの調整で、射出スピードを遅くしていくとゴム自体加硫が始まる為に、エアーが無くなっても別の成型トラブルの発生でウェルドライン(結合不良)の発生する恐れがあるのでゴムの流路も複雑で有る為、ゴムの発熱温度下げ未加硫ゴムのスコーチピーク(T-90)までの時間を遅らせる事でウェルドラインの発生を無くし品質の安定。
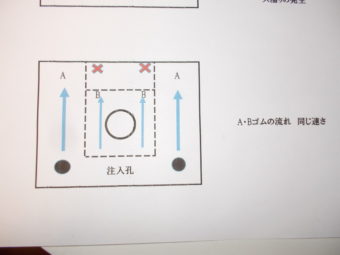
そこで、射出スピードの調整でキャビティ内で発生していたゴムの流れの差を少なくする事により乱流を無くしガス溜まりの発生をおさえました。
ゴム屋魂では、練ゴム条件・加硫条件・金型条件等のお困り事 ご相談下さい。
投稿者 本宮